






More UMP DIRTcar Episodes



Engine Power Featured Projects



Engine Power Builds
























Want more content like this?
Join the PowerNation Email NewsletterEpisode Transcript
(NARRATOR)>> WE'VE GOT A WINNING RACE CAR IN OUR STUDIO, AND ALL IT NEEDS IS A STRONG POWER PLANT. TODAY ON ENGINE POWER WE BUILD THIS SMALL BLOCK CHEVY INTO A HIGH REVVING, HIGH HORSEPOWER BEAST.
(MIKE)>> TODAY ON ENGINE POWER PAT AND I WILL BE BUILDING A HIGH COMPRESSION RACE ENGINE. NOW IT'S FOR A CAR THAT WAS SPECIFICALLY BUILT TO HONOR A COMPANY'S ACCOMPLISHMENTS OVER THE LAST 50 YEARS IN THIS PERFORMANCE INDUSTRY. IT'S AN OPEN WHEELED DIRT UMP MODIFIED THAT PAT AND I HAD THE HONOR OF BUILDING WITH A CHAMPIONSHIP WINNING CAR BUILDER, AND OF COURSE SUMMIT RACING'S MONSTROUS PARTS INVENTORY. THIS PRETTY MUCH SUMS IT UP. SUMMIT RACING IS CELEBRATING 50 YEARS IN BUSINESS. SHIPPING PERFORMANCE PARTS TO RACERS, HOT RODDERS, AND MOTORSPORTS FANS IS THEIR SPECIALTY. FROM BACK WOODS MUD RACING TO THE SATURDAY NIGHT OVALS, AND TOP LEVELS LIKE NHRA AND NASCAR, SUMMIT HAS HELPED WIN RACES FOR HALF A CENTURY.
(PAT)>> MIKE AND I HAD THE PRIVILEGE OF WORKING WITH DON JUMPER OF IMPRESSIVE RACE CARS TO BUILD THIS MASTERPIECE. THEY HAVE WON SEVERAL HUNDRED TROPHIES AND A FEW MANUFACTURERS CHAMPIONSHIPS IN RECENT YEARS, AND WHEN I SAY MASTERPIECE IT IS FOR GOOD REASON. THIS CAR WENT TOGETHER WITH EASE AND PRECISION. ITS ENGINEERING IS SECOND TO NONE, AND THAT WILL PAY HUGE DIVIDENDS AT THE TRACK. HERE'S A LOOK ON HOW IT WENT TOGETHER.
(MIKE)>> THE IRC CHASSIS WAS DELIVERED FULLY WELDED, AND WE HAD IT POWDER COATED SUMMIT WHITE AT MISTER SPEED COATINGS. THEN THE ASSEMBLY BEGAN WITH SEVERAL PANELS TO ASSEMBLE THE COCKPIT AREA. THE STEERING BOX AND A COLLAPSIBLE STEERING COLUMN WERE INSTALLED. THEN THE FRONT SUSPENSION WAS BOLTED ON AS AN ASSEMBLY ON EACH SIDE. THE REAR SUSPENSION AND QUICK CHANGE REAR END ARE DESIGNED FOR SO MUCH ADJUSTABILITY, AND LOOKS A LITTLE COMPLEX BUT THE DIRT RACERS HAVE THIS SCIENCED OUT. FINALLY THE BODY WAS COMPLETED AND A FULL CONTAINMENT RACING SEAT WAS BOLTED IN.
(PAT)>> PRETTY MUCH ANYTHING GOES WHEN IT COMES TO UMP ENGINE CHOICES. YOU CAN RUN A SEALED CRATE ENGINE, A FULL TILT 18 DEGREE RACE BULLET, AND PRETTY MUCH ANYTHING IN BETWEEN. THE ONE RULE THAT THEY DO HAVE, THERE ARE NO DRY SUMP OILING SYSTEMS ALLOWED. SO WE DECIDED TO SPLIT THE DIFFERENCE FROM MILD TO WILD AND GO WITH A GRASSROOTS 23 DEGREE BUILD. THE STARTING POINT IS THIS DART SHP PRO AFTERMARKET BLOCK. THE PRO DIFFERS FROM THE REGULAR SHP BLOCK DUE TO THE SIZE OF THE CAM BEARING JOURNAL DIAMETER. THE PRO HAS A BIG BLOCK CHEVY CAM JOURNAL SIZE, WHICH IS TWO-120, WHICH ALLOWS FOR A BETTER LOBE PROFILE ON THE CAM ITSELF. IT COMES WITH FOUR BOLT BILLET MAIN CAPS THAT ARE SPLAYED ON THE CENTER THREE, SIAMESE CYLINDER BORES, AND IT CAN BE USED EITHER WET OR DRY SUMP. A PRO BLOCK ALSO HAS A LIFTER BORE DIAMETER OF 904 THOUSANDTHS, WHICH IS LARGER THAN THE STANDARD 842 THOUSANDTHS. IT STILL ACCEPTS ALL STANDARD SMALL BLOCK CHEVY COMPONENTS, AND COMES WITH ALL THE CAM BEARINGS, FREEZE PLUGS, AND OIL GALLERY PLUGS. THE BLOCK DID NOT COME WITH OUR FINISHED BORE SIZE, AND WE WANTED A SPECIFIC DECK HEIGHT FOR OUR COMBINATION. SO WE TOOK IT OVER TO OUR FAVORITE MACHINE SHOP TO GET IT TUNED UP.
(MIKE)>> AND THAT IS SHACKLETT'S AUTO MACHINE IN NASHVILLE, TENNESSEE. THEY SPECIALIZE IN HIGH PERFORMANCE AND RACING APPLICATIONS.
(PAT)>> WE MET DAVEY GARCIA, A NEW GENERATION OF MACHINIST THAT CARRIES ON THE OLD TRADITIONS.
(DAVEY)>> THEY GIVE ME HECK CAUSE I AM THE YOUNGER GUY, BUT I MEAN THEY'VE ALL BEEN IN THIS INDUSTRY A LOT LONGER THAN I HAVE OBVIOUSLY. SO I MEAN THEY PASSED DOWN A LOT OF KNOWLEDGE TO ME. EXPERIENCE THAT YOU CAN'T GET ANYWHERE ELSE. IT HELPS ME LEARN AND HELPS ME BECOME A BETTER MACHINIST AND ENGINE BUILDER MYSELF.
(MIKE)>> IT ALL STARTS AT THE CYLINDER BORE. ALL RIGHT DAVEY, I SEE YOU'VE GOT OUR BLOCK ALL SET UP IN THE MACHINE. TELL ME WHAT'S GONNA HAPPEN HERE.
(DAVEY)>> IT'S ALL LEVEL AND EVERYTHING. I'VE GOT YOUR CUTTER SETUP. I'M GONNA MOVE IT OVER TO THE BORE. I'LL MOVE THE HEAD DOWN TO WHERE IT'S JUST ABOVE THE DECK, AND THEN I HAVE IT PROGRAMMED IN HERE HOW FAR DOWN IT'S GONNA GO. SO WE'RE OPENING IT UP FROM ABOUT FOURONE-18 TO ABOUT FOURONE-63, AND THEN YOU WANT TO BORE ALMOST TO THE BOTTOM OF THE CYLINDER JUST TO ENSURE THE PISTON WHEN IT COMES DOWN DOESN'T CATCH ANYTHING.
(PAT)>> BEFORE MOVING TO THE NEXT STEP BORE IS MEASURED AND CONFIRMED.
THEN THE BLOCK IS DECKED. ROUGHLY 30 THOUSANDTHS OF MATERIAL IS SHAVED OFF OF THE DECK, LEAVING A SMOOTH, FLAT SURFACE FOR THE HEAD GASKET.
(DAVEY)>> WELL AFTER YOU BORE AND YOU DECK IT, THE TOP OF THE CYLINDER IS A STRAIGHT 90 DEGREE POINT. SO YOU'VE GOT TO TAKE THE CHAMFER AND PUT A CHAMFER UP HERE. SO THAT WAY YOU CAN GET YOUR PISTON AND RINGS IN THERE. CAUSE OTHERWISE YOU WON'T BE ABLE TO GET THEM IN.
(MIKE)>> THE LAST STEP IS HONING. SHACKLETT'S HAS THE NEWEST MACHINERY WHEN IT COMES TO HONING. PRECISION AND REPEATABILITY ARE WHAT MAKE A MACHINE SHOP SUCCESSFUL AND IT TAKES EXCELLENT EQUIPMENT TO DO THAT. HONING REMOVES THE LAST LITTLE BIT OF MATERIAL FROM THE CYLINDER, BUT ITS PRIMARY FUNCTION IS TO ESTABLISH A CROSS HATCH PATTERN IN THE CYLINDER WALL. THIS PATTERN CAUSES THE RINGS TO ROTATE AS THE ENGINE RUNS, PROMOTING A BETTER SEAL AND DISTRIBUTING NEEDED LUBRICATION THROUGHOUT THE CYLINDER.
(NARRATOR)>> COMING UP, ONCE WE FILL THE 409 FULL OF TOP NOTCH TECH WE'LL SEE IF SHE BRINGS THE NUMBERS IN THE DYNO CELL.
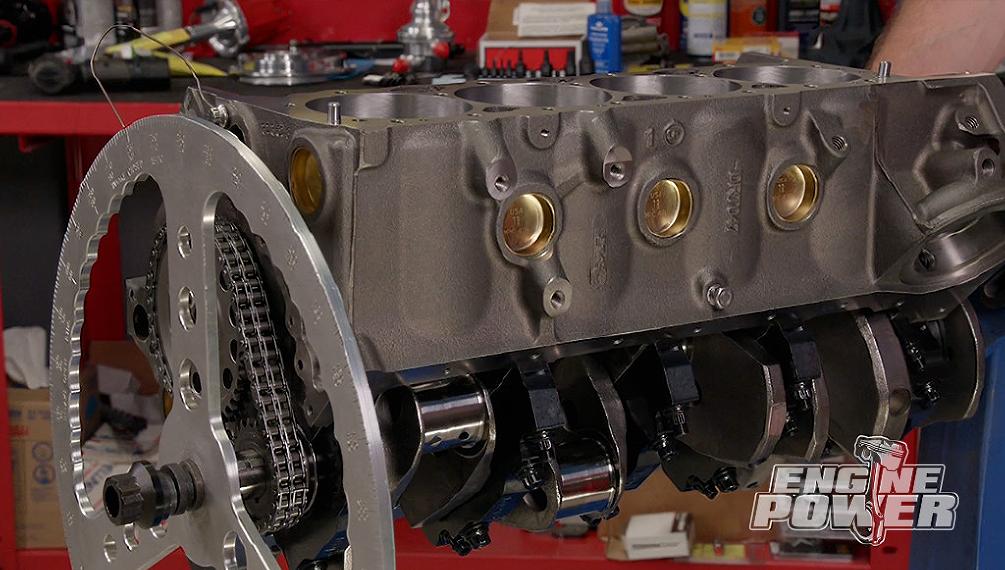
(PAT)>> WE HAVE OUR DART SHP PRO BLOCK BACK FROM THE MACHINE SHOP. IT'S BEEN DEBURRED AND FINAL CLEANED, AND READY FOR SOME ASSEMBLY, BUT BEFORE WE PUT IN THE FUN PARTS WE HAVE TO PUT IN SOME NOT SO SEXY BUT STILL ESSENTIAL PARTS IN IT, AND THAT STARTS WITH THE CAM BEARINGS. OEM IN SOME HIGH PERFORMANCE APPLICATIONS INSTALL THE CAM BEARINGS WITH A TOOL LIKE THIS. THE BEARING GOES OVER AN EXPANDABLE COLLAR AND IT'S TIGHTENED DOWN, AND GUIDED INTO THE BLOCK WITH A TAPERED COMB, AND BASICALLY THEY'RE BEAT IN WITH A HAMMER. OUR APPLICATION REQUIRES A BIT MORE PRECISION. THE BEARINGS HAVE MORE PRESS FIT AND THEIR LOCATION IS CRITICAL. SO WE MADE OUR OWN INSTALLATION RIG. I MADE UP SOME PUCKS OUT OF 60-61 ALUMINUM THAT FIT THE ID OF THE BEARING PRECISELY. THEN MADE SOME END PUCKS THAT WILL GUIDE OUR THREADED ROD SO WE CAN PULL THE BEARINGS IN GENTLY BUT PRECISELY. THE PUCK PROVIDES EVEN PRESSURE ON THE EDGE OF THE BEARING AS IT MOVES INTO PLACE. THIS PROTECTS THE BEARING FROM DAMAGE DURING INSTALLATION.
NEXT TO GO IN ARE THE MAIN BEARINGS. THESE ARE FACTORY COATED CLEVITE HSERIES. THEY'RE FOLLOWED BY A NEW REAR MAIN SEAL. OUR CRANK SHAFT IS FROM EAGLE SPECIALTY PRODUCTS. IT'S FROM THEIR LIGHTWEIGHT FORGED SERIES, WHICH PUTS THE CRANK SHAFT UNDER 50 POUNDS, GIVING THE SHAFT REDUCED ROTATING MASS. THE LOWER ROTATING MASS HELPS THE ENGINE ACCELERATE AND DECELERATE FASTER. IT'S FORGED FROM SAE 43-40 STEEL AND HAS A MULTI STAGE HEAT TREAT FOR DURABILITY. IT HAS A 125 THOUSANDTHS RADIUS IN ALL THE JOURNALS FOR STRENGTH AND RIGIDITY. IT'S BOTH MICRO POLISHED AND TREATED WITH EAGLE'S ESP ARMOR SURFACE FINISH. SPINS FREELY! COMP CAMS PROVIDED THE CUSTOM GROUND SOLID ROLLER CAM SHAFT. DURATION AT 50 THOUSANDTHS LIFT ON THE INTAKE IS 261 DEGREES AND THE EXHAUST IS 271 DEGREES. LOBE SEPARATION IS 109 DEGREES. GROSS VALVE LIFT ON BOTH LOBES WITH A ONE POINT SIX RATIO ROCKER IS 691 THOUSANDTHS. [ hammer tapping metal ]
(PAT)>> FOR DURABILITY AND EASE OF ADJUSTMENT A CLOYES HEX ADJUST DOUBLE ROLLER TIMING CHAIN SET IS TORQUED INTO PLACE.
[ drill spinning ]
(PAT)>> WE DEGREE THE CAM ON EVERY SINGLE ENGINE WE BUILD. IT LETS US FINE TUNE THE PERFORMANCE ACROSS THE RPM RANGE. IN THIS CASE WE'VE ADVANCED THE CAM TWO DEGREES TO 107 TO ENHANCE BOTTOM END POWER. THE PISTON RINGS ARE INCLUDED IN MAHLE'S POWER PACK. THE TOP RING IS GAPPED TO 21 THOUSANDTHS, AND THE SECOND RING IS GAPPED TO 25 THOUSANDTHS. [ metal grinding ]
(PAT)>> OUR CHOICE OF PISTON FOR THIS HIGH END BUILD IS MAHLE. THESE ARE SPECIFICALLY DESIGNED FOR OUR CYLINDER HEAD'S VALVE LAYOUT AND COMBUSTION CHAMBER WITH A NINE CC DOME. THEY FIT OUR FOUR-165 BORE AND ARE COATED WITH BOTH A DRY PHOSPHATE FINISH AND MAHLE'S EXCLUSIVE GRAFFAL COATING ON THE SKIRTS. THE WRIST PIN BORE DIAMETER IS 927 THOUSANDTHS, AND THE RING LANDS ARE ONE MILLIMETER, ONE MILLIMETER, TWO MILLIMETER WITH A HARD ANODIZED TOP RING LAND.
THE WHOLE ASSEMBLY IS HUNG ON A SET OF EAGLE'S HBEAM RODS WITH L-19 BOLTS. THESE ARE SIX INCH CENTER TO CENTER LENGTH. EVERYTHING IS LUBED WITH ROYAL PURPLE MAX TOUGH TO PREVENT DAMAGE DURING START UP.
(NARRATOR)>> WHEN BUILDING ANY ENGINE IT'S THE LITTLE DETAILS THAT MAKE IT PERFORM AND LOOK ITS BEST.
(PAT)>> WITH ALL OF OUR BEARING CLEARANCES CHECKED, OUR CAM IN AND DEGREED, AND OUR ROTATING ASSEMBLY TORQUED INTO PLACE WE'RE WELL ON OUR WAY TO HAVING A RUNNING BULLET, AND THE NEXT STEP IS SOMETHING THAT'S CRITICAL TO ALL RACE ENGINES, CHECKING PISTON TO VALVE CLEARANCE. THE ENGINE IS ROTATED TO 10 DEGREES AFTER TDC ON SPLIT OVERLAP TO CHECK INTAKE CLEARANCE. WE'VE GOT 160 THOUSANDTHS OF CLEARANCE, WHICH IS PLENTY. THE EXHAUST IS CHECKED AT 10 DEGREES BEFORE TDC. WE HAVE A COMFY 137 THOUSANDTHS OF CLEARANCE. NEXT OUR SUMMIT TWO PIECE TIMING COVER IS BOLTED DOWN. AFTER THAT WE DROP IN A MELLING HIGH VOLUME OIL PUMP WITH THE PICK UP FOR OUR OIL PAN ALREADY INSTALLED. TO WRAP IT ALL UP A CANTON EIGHT QUART CIRCLE TRACK OIL PAN THAT WE GOT FROM SUMMIT. TO PROTECT THE ENGINE FROM THE ELEMENTS AND GIVE IT A GREAT LOOKING FINISH WE ARE SPRAYING DUPLICOLOR ENGINE ENAMEL. THE COLOR IS CAST COAT ALUMINUM. WE'LL OIL UP THE COMP CAMS SPORTSMAN SERIES SOLID ROLLER LIFTERS BEFORE DROPPING THEM IN ALONG WITH A COMETIC 27 THOUSANDTHS THICK MLS HEAD GASKET. ON THE INDUCTION SIDE WE CHOSE TO USE A BRODIX TOP END COMBO FOR OUR GRASS ROOTS BULLET. THESE ARE THEIR STS TRACK ONE 233'S, AND THE 233 REFERS TO THE SIZE OF THE INTAKE PORT. THEY ALSO HAVE A TWO-125 INTAKE VALVE ON A 50 DEGREE VALVE SEAT, ONE-600 EXHAUST VALVE ON A 45 DEGREE SEAT, AND THEY'RE IN A CNC'ED 67cc CHAMBER. ONE MODIFICATION WE DID DO IS WE DRILLED A HOLE FOR A WATER PORT THAT PUTS WATER IN AND THROUGH AROUND THE EXHAUST VALVES AND COMES OUT THE MANIFOLD SIDE, AND THAT HELPS KEEP THE TWO CENTER CYLINDERS COOL. USING THE INCLUDED HEAVY DUTY HEAD BOLTS LUBED WITH ARP ULTRA TORQUE, THE HEADS ARE TIGHTENED DOWN TO 70 POUND FEET. OUR ROCKER SYSTEM OF CHOICE FOR THIS BUILD COMES FROM ONE OF THE LEADERS IN CONTROLLING YOUR VALVE MOTION, JESEL. THESE ARE THEIR PRO SERIES ROCKERS AND ARE MADE TO ORDER FOR OUR PARTICULAR APPLICATION. THEY ARE A ONESIX RATIO ON BOTH THE INTAKE AND EXHAUST, AND HAVE A COMMON SHAFT THAT DRIVES BOTH ROCKERS THAT MOUNTS TO A STAND. THEY ARE VERY RIGID AND VERY ACCURATE, AND COME WITH ALL THE HARDWARE TO SETUP FOR PROPER VALVETRAIN GEOMETRY. AN ENGINE LIKE THIS NEEDS SERIOUS VALVE TRAIN COMPONENTS AND THAT INCLUDES THE PUSH RODS. SO WE GAVE STEVE ROADY AT TRENT PERFORMANCE A CALL AND THEY SENT US THESE, WHICH ARE MADE TO OUR ORDER. THEY ARE EIGHT INCHES IN LENGTH AND HAVE 165 THOUSANDTHS WALL THICKNESS, AND THEY'RE DUAL TAPER, MEANING THEY'RE SEVENSIXTEENTHS IN DIAMETER IN THE MIDDLE BUT TAPERED DOWN TO THREEEIGHTHS ON THE SIDES, WHICH GIVES US MORE CLEARANCE FOR OUR PUSH RODS AND LIFTERS BUT DOESN'T SACRIFICE ANY DURABILITY.
WITH FRESH INTAKE GASKETS IN PLACE AND PERMATEX RIGHT STUFF SEALANT APPLIED, THE SINGLE PLANE HIGH RISE BRODIX INTAKE GOES ON FOR GOOD. FINISHING UP IS A JONES RACING SERPENTINE FRONT DRIVE ASSEMBLY.
FOR ALL OF YOU FOLKS WHO WANT TO CONVERT YOUR GM GBODY TO A MANUAL TRANSMISSION AMERICAN POWERTRAIN HAS JUST COME OUT WITH A HYDRAMAX HYDRAULIC KIT THAT'S A TRUE BOLT ON. IT COMES WITH A LASER CUT BRACKET THAT BOLTS UNDERNEATH THE MASTER CYLINDER THAT LOCATES THE WILWOOD THREE QUARTER INCH BORE CLUTCH MASTER CYLINDER FOR CORRECT PEDAL RATIO. IT ALSO COMES WITH AMERICAN POWERTRAIN'S PROVEN BILLET HYDRAMAX HYDRAULIC THROW OUT BEARING THAT WILL WORK WITH EITHER A TREMEC TKO FIVE OR SIX SPEED TRANSMISSION. THE OPTIONAL PEDAL ASSEMBLY IS AVAILABLE AS WELL AS A 100 PERCENT BOLT ON. SO IF YOU WANT A TOP TO BOTTOM SOLUTION TO CONVERT YOUR GBODY TO A STICK GET THIS KIT FROM AMERICAN POWERTRAIN DOT COM.
(MIKE)>> IF YOU'RE LOOKING FOR THE ULTIMATE STARTING BATTERY THAT'S DESIGNED TO DELIVER A HUGE BURST OF IGNITION POWER FOR TROUBLE FREE START UPS LOOK NO FURTHER THAN OPTIMA'S RED TOP AGM BATTERY. NOW IT HAS HIGH POWER DELIVERY AND IS EXTREMELY RESISTANT TO THE MOST COMMON CAUSES OF BATTERY FAILURE. IT'S A SPILL PROOF BATTERY THAT CHARGES FASTER, HAS A LONGER LIFE, AND CAN BE MOUNTED IN ANY CONFIGURATION. IF YOU WANT TO GET YOUR HANDS ON ONE VISIT YOUR LOCAL AUTO PARTS STORE.
(NARRATOR)>> UP NEXT THE MOMENT EVERY ENGINE BUILDER WAITS FOR. [ engine revving ]
(PAT)>> THERE! YOU'VE GOT TO USE COMPLEX GEOMETRY. AFTER NEGOTIATING THE HEADERS THROUGH THE DYNO CELL DOOR IT'S TIME FOR THIS 409 TO SHINE. WE'RE INSTALLING A FREE FLOWING QUICK FUEL CARBURETOR THAT'S MADE TO HANDLE THE RIGORS OF DIRT TRACK RACING. AFTER WE INSTALL THE INCLUDED NGK SPARK PLUGS WE'LL FILL THE ENGINE WITH EIGHT QUARTS OF ROYAL PURPLE XPR 10-W-40 SYNTHETIC OIL. WE'LL GET SOME HEAT INTO THE ENGINE, MAKE A COUPLE OF WARM UP PASSES, AND ADJUST THE VALVE LASH TO 16 THOUSANDTHS ON BOTH INTAKE AND EXHAUST. WITH A ONE INCH CARB SPACER ON FOR OUR STARTING POINT WE'RE READY TO GO.
(MIKE)>> THIS UMP ENGINE HAS A 13.53 TO ONE COMPRESSION RATIO. WE'RE RUNNING A JONES RACING FRONT ACCESSORY DRIVE, SHOENFELD HEADERS DESIGNED SPECIFICALLY FOR THE CHASSIS, AND A QUICK FUEL 1,050 CFM CIRCLE TRACK CARBURETOR. MSD IGNITION WILL FIRE THE PLUGS AND ALL OF OUR WATER LINES WERE MADE WITH EARL'S FITTINGS AND LINE. NOW WE'RE GONNA TURN THIS THING 7,500 RPM TODAY, SO LET'S SEE WHAT HAPPENS.
(PAT)>> READY? WE'LL WORK OUR WAY UP TO 7,500 RPM. THE BASE LINE PASS WILL TOP OUT AT 6,500 RPM. [ engine revving ]
(PAT)>> IMPRESSIVE RESULTS RIGHT FROM THE START. 593 HORSEPOWER AT 6,200 RPM, AND 528 POUND FEET OF TORQUE AT 5,100 RPM. THIS BULLET SHOULD CRACK 600 EASILY.
(MIKE)>> ONE OF THE EASIEST AND MOST EFFECTIVE ADJUSTMENTS IS TIMING. WE'LL ADVANCE IT FROM 29.5 DEGREES TO 33.
(PAT)>> AND JUST FOR ARGUMENT SAKE WE'RE GONNA STEP UP THE TOP RPM TOO. WE'LL TAKE IT UP TO 7,000 RIGHT NOW. LOVE THE SOUND OF THIS THING. THIS THING IS SUPER RESPONSIVE TOO. READY?
[ engine revving ]
(MIKE)>> I SAW SOME GOOD SNOT.
(PAT)>> THIS THING JUST WHIPS THROUGH THE PULL. YOU SEE THAT?
(MIKE)>> THE TIMING TWEAK DID THE TRICK. WE JUMPED 24 HORSEPOWER, GIVING US 617 AT 6,700 RPM. TORQUE TOPPED OUT AT 537 POUND FEET AT 5,200.
(PAT)>> I MEAN WE CRACKED 600 AND WE'RE STARTING TO CREST OVER A LITTLE BIT. IT STILL NEEDS A LITTLE BIT MORE TIMING.
(MIKE)>> WE'LL ADVANCE THE TIMING TO 36 DEGREES, AND TO LEAN THE ENGINE OUT UP TOP WE INCREASED THE AIR BLEEDS EIGHT THOUSANDTHS TO 40'S.
(PAT)>> WHILE WE'RE FEELING A LITTLE FROGGY HERE I'M GONNA STEP UP THE RPM, 7,500, AND THAT'S PRETTY MUCH THE OPERATING RANGE OF THE ENGINE.
[ engine revving ]
(PAT)>> THIS THING SOUNDS UNBELIEVABLY COOL.
(MIKE)>> WE WERE PUT TO A TASK AND WE FEEL LIKE WE NAILED IT. THIS ENGINE RAN GREAT AND NOW WE HAVE A BIG JOB AHEAD OF US. WE HAVE TO GET THE ENGINE IN THE CAR AND THE CAR DRIVING INTO THE TRAILER BY END OF DAY TODAY. I DON'T THINK IT'S GONNA BE A PROBLEM. HEY, TELL THEM WHAT IT DID ON NUMBERS.
(PAT)>> OUR CIRCLE TRACK BULLET CRANKED OUT 630 HORSE AT 7,100 BUT STILL MAKES OVER 600 AT 7,500, WHICH WILL CARRY IT DOWN THE STRAIGHT AWAY WELL. IT ALSO MAKES 551 POUND FEET OF TORQUE AT 5,300. SO WE HAVE A WIDE SPREAD BETWEEN PEAK HORSEPOWER AND PEAK TORQUE, AND THAT'S GONNA MAKE IT RUN GREAT.
(MIKE)>> FOR MORE INFORMATION ON THIS BOLT TOGETHER RACE BULLET LOG ON TO POWERNATION TV DOT COM. [ engine revving ]
(MIKE)>> FROM OEM REPLACEMENT PARTS TO HIGH TECH RACE APPLICATIONS EBC BRAKES IS A LEADER IN THE AUTOMOTIVE AFTERMARKET. NOW WE'VE USED THEIR ROTORS AND PADS FOR YEARS, AND THEIR PERFORMANCE IS OUTSTANDING, AND NOW EBC IS MANUFACTURING BRAKE CALIPERS AS WELL. THEY'RE HAND MADE IN KETTERING, ENGLAND, FROM ALUMINUM INGOTS. ONCE THE METAL IS MELTED IN THE FURNACE IT UNDERGOES A LOW PRESSURE CASTING PROCESS. THE LOW PRESSURE TECHNIQUE PRODUCES A VERY HOMOGENOUS STRONG CALIPER WITH LESS IMPURITIES IN THE ALUMINUM. AFTER THE CALIPERS ARE MACHINED, ANODIZED, AND COATED, FINAL ASSEMBLY BEGINS. THE CROSSOVER PIPE IS ATTACHED AND TORQUED TO SPEC. NEXT THE BLEED NIPPLE IS INSTALLED AND TORQUED. THE PISTONS ARE LUBED AND PLACED INTO THE ASSEMBLY, FOLLOWED BY THE ABUTMENT PLATES. THE BOLT COLLAR AND TENSION BOLTS ARE NEXT. NOW THAT THE CALIPER IS ASSEMBLED IT'S PRESSURE TESTED UP TO 1,700 PSI TO MAKE SURE IT CAN HANDLE THE STRESSES OF STOPPING A VEHICLE. THE PRESSURE TEST ENSURES NO LEAKS OR STRUCTURAL INTEGRITY ISSUES. EVERY SINGLE CALIPER IN THE FACILITY RECEIVES THIS QUALITY ASSURANCE PROCESS. EBC BRAKES IS ON THE LEADING EDGE OF ROTOR TECHNOLOGY AS WELL. THEIR RACING DIVISION'S HIGH PERFORMANCE FLOATING ROTOR WAS DESIGNED IN HOUSE BY EBC. ONCE THE APPROPRIATE VEHICLE IS BROUGHT TO THE FACILITY COMPUTER AIDED DESIGN IS USED TO CREATE A STRONG HIGH PERFORMANCE PRODUCT BUILT TO EXACT SPECIFICATIONS. MANUFACTURING STARTS WITH A LIGHT WEIGHT PIECE OF ALUMINUM BILLET. IT'S MACHINED TO SPEC, CREATING THE CENTER HUB. ONCE IT'S ANODIZED THE HUB IS LASER ETCHED WITH MARKINGS FOR IDENTIFICATION, SPECIFICATIONS, AND QUALITY CONTROL. THE OUTER IS MADE FROM A HIGH CARBON CAST IRON ALLOY, WHICH RECEIVES SLOTS FROM THE CNC MACHINE. THE OUTER CAN EXPAND AND CONTRACT FREELY ON THE CENTER HUB. UNDER INTENSE BRAKING HEAT OF ROUGHLY 1,200 DEGREES FAHRENHEIT THE OUTER RING CAN EXPAND BY ONE POINT SIX MILLIMETERS. BY MATING THE CENTER HUB AND THE OUTER RING WITH STAINLESS STEEL BOBBINS THE OUTER CAN EXPAND AND CONTRACT WITHOUT CAUSE VIBRATION OR HEAT DISTORTION. THE SYSTEM ALLOWS FOR THREE MILLIMETER TOTAL OF MOVEMENT BY THE OUTSIDE RING. WHEN THE OUTER RING IS WARN IT CAN BE REPLACED INDIVIDUALLY, LETTING YOU KEEP THE CENTER HUB AND SAVE SOME MONEY. IT WILL BE SOLD AS A NEW BOLT ON KIT WITH THE TWO PIECE RACE ROTORS, CALIPERS, HOSES, AND STAINLESS STEEL BACKED RACE PADS. NOW IF YOU'RE NOT LOOKING FOR A RACE KIT NO WORRIES. EBC HAS YOU COVERED WITH PADS AND ROTORS FOR PRETTY MUCH ANY VEHICLE ON THE ROAD. JUST LOG ON TO EBC BRAKES DOT COM AND FIND OUT WHAT FITS YOUR RIDE AND YOUR DRIVING STYLE.
Show Full Transcript
(MIKE)>> TODAY ON ENGINE POWER PAT AND I WILL BE BUILDING A HIGH COMPRESSION RACE ENGINE. NOW IT'S FOR A CAR THAT WAS SPECIFICALLY BUILT TO HONOR A COMPANY'S ACCOMPLISHMENTS OVER THE LAST 50 YEARS IN THIS PERFORMANCE INDUSTRY. IT'S AN OPEN WHEELED DIRT UMP MODIFIED THAT PAT AND I HAD THE HONOR OF BUILDING WITH A CHAMPIONSHIP WINNING CAR BUILDER, AND OF COURSE SUMMIT RACING'S MONSTROUS PARTS INVENTORY. THIS PRETTY MUCH SUMS IT UP. SUMMIT RACING IS CELEBRATING 50 YEARS IN BUSINESS. SHIPPING PERFORMANCE PARTS TO RACERS, HOT RODDERS, AND MOTORSPORTS FANS IS THEIR SPECIALTY. FROM BACK WOODS MUD RACING TO THE SATURDAY NIGHT OVALS, AND TOP LEVELS LIKE NHRA AND NASCAR, SUMMIT HAS HELPED WIN RACES FOR HALF A CENTURY.
(PAT)>> MIKE AND I HAD THE PRIVILEGE OF WORKING WITH DON JUMPER OF IMPRESSIVE RACE CARS TO BUILD THIS MASTERPIECE. THEY HAVE WON SEVERAL HUNDRED TROPHIES AND A FEW MANUFACTURERS CHAMPIONSHIPS IN RECENT YEARS, AND WHEN I SAY MASTERPIECE IT IS FOR GOOD REASON. THIS CAR WENT TOGETHER WITH EASE AND PRECISION. ITS ENGINEERING IS SECOND TO NONE, AND THAT WILL PAY HUGE DIVIDENDS AT THE TRACK. HERE'S A LOOK ON HOW IT WENT TOGETHER.
(MIKE)>> THE IRC CHASSIS WAS DELIVERED FULLY WELDED, AND WE HAD IT POWDER COATED SUMMIT WHITE AT MISTER SPEED COATINGS. THEN THE ASSEMBLY BEGAN WITH SEVERAL PANELS TO ASSEMBLE THE COCKPIT AREA. THE STEERING BOX AND A COLLAPSIBLE STEERING COLUMN WERE INSTALLED. THEN THE FRONT SUSPENSION WAS BOLTED ON AS AN ASSEMBLY ON EACH SIDE. THE REAR SUSPENSION AND QUICK CHANGE REAR END ARE DESIGNED FOR SO MUCH ADJUSTABILITY, AND LOOKS A LITTLE COMPLEX BUT THE DIRT RACERS HAVE THIS SCIENCED OUT. FINALLY THE BODY WAS COMPLETED AND A FULL CONTAINMENT RACING SEAT WAS BOLTED IN.
(PAT)>> PRETTY MUCH ANYTHING GOES WHEN IT COMES TO UMP ENGINE CHOICES. YOU CAN RUN A SEALED CRATE ENGINE, A FULL TILT 18 DEGREE RACE BULLET, AND PRETTY MUCH ANYTHING IN BETWEEN. THE ONE RULE THAT THEY DO HAVE, THERE ARE NO DRY SUMP OILING SYSTEMS ALLOWED. SO WE DECIDED TO SPLIT THE DIFFERENCE FROM MILD TO WILD AND GO WITH A GRASSROOTS 23 DEGREE BUILD. THE STARTING POINT IS THIS DART SHP PRO AFTERMARKET BLOCK. THE PRO DIFFERS FROM THE REGULAR SHP BLOCK DUE TO THE SIZE OF THE CAM BEARING JOURNAL DIAMETER. THE PRO HAS A BIG BLOCK CHEVY CAM JOURNAL SIZE, WHICH IS TWO-120, WHICH ALLOWS FOR A BETTER LOBE PROFILE ON THE CAM ITSELF. IT COMES WITH FOUR BOLT BILLET MAIN CAPS THAT ARE SPLAYED ON THE CENTER THREE, SIAMESE CYLINDER BORES, AND IT CAN BE USED EITHER WET OR DRY SUMP. A PRO BLOCK ALSO HAS A LIFTER BORE DIAMETER OF 904 THOUSANDTHS, WHICH IS LARGER THAN THE STANDARD 842 THOUSANDTHS. IT STILL ACCEPTS ALL STANDARD SMALL BLOCK CHEVY COMPONENTS, AND COMES WITH ALL THE CAM BEARINGS, FREEZE PLUGS, AND OIL GALLERY PLUGS. THE BLOCK DID NOT COME WITH OUR FINISHED BORE SIZE, AND WE WANTED A SPECIFIC DECK HEIGHT FOR OUR COMBINATION. SO WE TOOK IT OVER TO OUR FAVORITE MACHINE SHOP TO GET IT TUNED UP.
(MIKE)>> AND THAT IS SHACKLETT'S AUTO MACHINE IN NASHVILLE, TENNESSEE. THEY SPECIALIZE IN HIGH PERFORMANCE AND RACING APPLICATIONS.
(PAT)>> WE MET DAVEY GARCIA, A NEW GENERATION OF MACHINIST THAT CARRIES ON THE OLD TRADITIONS.
(DAVEY)>> THEY GIVE ME HECK CAUSE I AM THE YOUNGER GUY, BUT I MEAN THEY'VE ALL BEEN IN THIS INDUSTRY A LOT LONGER THAN I HAVE OBVIOUSLY. SO I MEAN THEY PASSED DOWN A LOT OF KNOWLEDGE TO ME. EXPERIENCE THAT YOU CAN'T GET ANYWHERE ELSE. IT HELPS ME LEARN AND HELPS ME BECOME A BETTER MACHINIST AND ENGINE BUILDER MYSELF.
(MIKE)>> IT ALL STARTS AT THE CYLINDER BORE. ALL RIGHT DAVEY, I SEE YOU'VE GOT OUR BLOCK ALL SET UP IN THE MACHINE. TELL ME WHAT'S GONNA HAPPEN HERE.
(DAVEY)>> IT'S ALL LEVEL AND EVERYTHING. I'VE GOT YOUR CUTTER SETUP. I'M GONNA MOVE IT OVER TO THE BORE. I'LL MOVE THE HEAD DOWN TO WHERE IT'S JUST ABOVE THE DECK, AND THEN I HAVE IT PROGRAMMED IN HERE HOW FAR DOWN IT'S GONNA GO. SO WE'RE OPENING IT UP FROM ABOUT FOURONE-18 TO ABOUT FOURONE-63, AND THEN YOU WANT TO BORE ALMOST TO THE BOTTOM OF THE CYLINDER JUST TO ENSURE THE PISTON WHEN IT COMES DOWN DOESN'T CATCH ANYTHING.
(PAT)>> BEFORE MOVING TO THE NEXT STEP BORE IS MEASURED AND CONFIRMED.
THEN THE BLOCK IS DECKED. ROUGHLY 30 THOUSANDTHS OF MATERIAL IS SHAVED OFF OF THE DECK, LEAVING A SMOOTH, FLAT SURFACE FOR THE HEAD GASKET.
(DAVEY)>> WELL AFTER YOU BORE AND YOU DECK IT, THE TOP OF THE CYLINDER IS A STRAIGHT 90 DEGREE POINT. SO YOU'VE GOT TO TAKE THE CHAMFER AND PUT A CHAMFER UP HERE. SO THAT WAY YOU CAN GET YOUR PISTON AND RINGS IN THERE. CAUSE OTHERWISE YOU WON'T BE ABLE TO GET THEM IN.
(MIKE)>> THE LAST STEP IS HONING. SHACKLETT'S HAS THE NEWEST MACHINERY WHEN IT COMES TO HONING. PRECISION AND REPEATABILITY ARE WHAT MAKE A MACHINE SHOP SUCCESSFUL AND IT TAKES EXCELLENT EQUIPMENT TO DO THAT. HONING REMOVES THE LAST LITTLE BIT OF MATERIAL FROM THE CYLINDER, BUT ITS PRIMARY FUNCTION IS TO ESTABLISH A CROSS HATCH PATTERN IN THE CYLINDER WALL. THIS PATTERN CAUSES THE RINGS TO ROTATE AS THE ENGINE RUNS, PROMOTING A BETTER SEAL AND DISTRIBUTING NEEDED LUBRICATION THROUGHOUT THE CYLINDER.
(NARRATOR)>> COMING UP, ONCE WE FILL THE 409 FULL OF TOP NOTCH TECH WE'LL SEE IF SHE BRINGS THE NUMBERS IN THE DYNO CELL.
(PAT)>> WE HAVE OUR DART SHP PRO BLOCK BACK FROM THE MACHINE SHOP. IT'S BEEN DEBURRED AND FINAL CLEANED, AND READY FOR SOME ASSEMBLY, BUT BEFORE WE PUT IN THE FUN PARTS WE HAVE TO PUT IN SOME NOT SO SEXY BUT STILL ESSENTIAL PARTS IN IT, AND THAT STARTS WITH THE CAM BEARINGS. OEM IN SOME HIGH PERFORMANCE APPLICATIONS INSTALL THE CAM BEARINGS WITH A TOOL LIKE THIS. THE BEARING GOES OVER AN EXPANDABLE COLLAR AND IT'S TIGHTENED DOWN, AND GUIDED INTO THE BLOCK WITH A TAPERED COMB, AND BASICALLY THEY'RE BEAT IN WITH A HAMMER. OUR APPLICATION REQUIRES A BIT MORE PRECISION. THE BEARINGS HAVE MORE PRESS FIT AND THEIR LOCATION IS CRITICAL. SO WE MADE OUR OWN INSTALLATION RIG. I MADE UP SOME PUCKS OUT OF 60-61 ALUMINUM THAT FIT THE ID OF THE BEARING PRECISELY. THEN MADE SOME END PUCKS THAT WILL GUIDE OUR THREADED ROD SO WE CAN PULL THE BEARINGS IN GENTLY BUT PRECISELY. THE PUCK PROVIDES EVEN PRESSURE ON THE EDGE OF THE BEARING AS IT MOVES INTO PLACE. THIS PROTECTS THE BEARING FROM DAMAGE DURING INSTALLATION.
NEXT TO GO IN ARE THE MAIN BEARINGS. THESE ARE FACTORY COATED CLEVITE HSERIES. THEY'RE FOLLOWED BY A NEW REAR MAIN SEAL. OUR CRANK SHAFT IS FROM EAGLE SPECIALTY PRODUCTS. IT'S FROM THEIR LIGHTWEIGHT FORGED SERIES, WHICH PUTS THE CRANK SHAFT UNDER 50 POUNDS, GIVING THE SHAFT REDUCED ROTATING MASS. THE LOWER ROTATING MASS HELPS THE ENGINE ACCELERATE AND DECELERATE FASTER. IT'S FORGED FROM SAE 43-40 STEEL AND HAS A MULTI STAGE HEAT TREAT FOR DURABILITY. IT HAS A 125 THOUSANDTHS RADIUS IN ALL THE JOURNALS FOR STRENGTH AND RIGIDITY. IT'S BOTH MICRO POLISHED AND TREATED WITH EAGLE'S ESP ARMOR SURFACE FINISH. SPINS FREELY! COMP CAMS PROVIDED THE CUSTOM GROUND SOLID ROLLER CAM SHAFT. DURATION AT 50 THOUSANDTHS LIFT ON THE INTAKE IS 261 DEGREES AND THE EXHAUST IS 271 DEGREES. LOBE SEPARATION IS 109 DEGREES. GROSS VALVE LIFT ON BOTH LOBES WITH A ONE POINT SIX RATIO ROCKER IS 691 THOUSANDTHS. [ hammer tapping metal ]
(PAT)>> FOR DURABILITY AND EASE OF ADJUSTMENT A CLOYES HEX ADJUST DOUBLE ROLLER TIMING CHAIN SET IS TORQUED INTO PLACE.
[ drill spinning ]
(PAT)>> WE DEGREE THE CAM ON EVERY SINGLE ENGINE WE BUILD. IT LETS US FINE TUNE THE PERFORMANCE ACROSS THE RPM RANGE. IN THIS CASE WE'VE ADVANCED THE CAM TWO DEGREES TO 107 TO ENHANCE BOTTOM END POWER. THE PISTON RINGS ARE INCLUDED IN MAHLE'S POWER PACK. THE TOP RING IS GAPPED TO 21 THOUSANDTHS, AND THE SECOND RING IS GAPPED TO 25 THOUSANDTHS. [ metal grinding ]
(PAT)>> OUR CHOICE OF PISTON FOR THIS HIGH END BUILD IS MAHLE. THESE ARE SPECIFICALLY DESIGNED FOR OUR CYLINDER HEAD'S VALVE LAYOUT AND COMBUSTION CHAMBER WITH A NINE CC DOME. THEY FIT OUR FOUR-165 BORE AND ARE COATED WITH BOTH A DRY PHOSPHATE FINISH AND MAHLE'S EXCLUSIVE GRAFFAL COATING ON THE SKIRTS. THE WRIST PIN BORE DIAMETER IS 927 THOUSANDTHS, AND THE RING LANDS ARE ONE MILLIMETER, ONE MILLIMETER, TWO MILLIMETER WITH A HARD ANODIZED TOP RING LAND.
THE WHOLE ASSEMBLY IS HUNG ON A SET OF EAGLE'S HBEAM RODS WITH L-19 BOLTS. THESE ARE SIX INCH CENTER TO CENTER LENGTH. EVERYTHING IS LUBED WITH ROYAL PURPLE MAX TOUGH TO PREVENT DAMAGE DURING START UP.
(NARRATOR)>> WHEN BUILDING ANY ENGINE IT'S THE LITTLE DETAILS THAT MAKE IT PERFORM AND LOOK ITS BEST.
(PAT)>> WITH ALL OF OUR BEARING CLEARANCES CHECKED, OUR CAM IN AND DEGREED, AND OUR ROTATING ASSEMBLY TORQUED INTO PLACE WE'RE WELL ON OUR WAY TO HAVING A RUNNING BULLET, AND THE NEXT STEP IS SOMETHING THAT'S CRITICAL TO ALL RACE ENGINES, CHECKING PISTON TO VALVE CLEARANCE. THE ENGINE IS ROTATED TO 10 DEGREES AFTER TDC ON SPLIT OVERLAP TO CHECK INTAKE CLEARANCE. WE'VE GOT 160 THOUSANDTHS OF CLEARANCE, WHICH IS PLENTY. THE EXHAUST IS CHECKED AT 10 DEGREES BEFORE TDC. WE HAVE A COMFY 137 THOUSANDTHS OF CLEARANCE. NEXT OUR SUMMIT TWO PIECE TIMING COVER IS BOLTED DOWN. AFTER THAT WE DROP IN A MELLING HIGH VOLUME OIL PUMP WITH THE PICK UP FOR OUR OIL PAN ALREADY INSTALLED. TO WRAP IT ALL UP A CANTON EIGHT QUART CIRCLE TRACK OIL PAN THAT WE GOT FROM SUMMIT. TO PROTECT THE ENGINE FROM THE ELEMENTS AND GIVE IT A GREAT LOOKING FINISH WE ARE SPRAYING DUPLICOLOR ENGINE ENAMEL. THE COLOR IS CAST COAT ALUMINUM. WE'LL OIL UP THE COMP CAMS SPORTSMAN SERIES SOLID ROLLER LIFTERS BEFORE DROPPING THEM IN ALONG WITH A COMETIC 27 THOUSANDTHS THICK MLS HEAD GASKET. ON THE INDUCTION SIDE WE CHOSE TO USE A BRODIX TOP END COMBO FOR OUR GRASS ROOTS BULLET. THESE ARE THEIR STS TRACK ONE 233'S, AND THE 233 REFERS TO THE SIZE OF THE INTAKE PORT. THEY ALSO HAVE A TWO-125 INTAKE VALVE ON A 50 DEGREE VALVE SEAT, ONE-600 EXHAUST VALVE ON A 45 DEGREE SEAT, AND THEY'RE IN A CNC'ED 67cc CHAMBER. ONE MODIFICATION WE DID DO IS WE DRILLED A HOLE FOR A WATER PORT THAT PUTS WATER IN AND THROUGH AROUND THE EXHAUST VALVES AND COMES OUT THE MANIFOLD SIDE, AND THAT HELPS KEEP THE TWO CENTER CYLINDERS COOL. USING THE INCLUDED HEAVY DUTY HEAD BOLTS LUBED WITH ARP ULTRA TORQUE, THE HEADS ARE TIGHTENED DOWN TO 70 POUND FEET. OUR ROCKER SYSTEM OF CHOICE FOR THIS BUILD COMES FROM ONE OF THE LEADERS IN CONTROLLING YOUR VALVE MOTION, JESEL. THESE ARE THEIR PRO SERIES ROCKERS AND ARE MADE TO ORDER FOR OUR PARTICULAR APPLICATION. THEY ARE A ONESIX RATIO ON BOTH THE INTAKE AND EXHAUST, AND HAVE A COMMON SHAFT THAT DRIVES BOTH ROCKERS THAT MOUNTS TO A STAND. THEY ARE VERY RIGID AND VERY ACCURATE, AND COME WITH ALL THE HARDWARE TO SETUP FOR PROPER VALVETRAIN GEOMETRY. AN ENGINE LIKE THIS NEEDS SERIOUS VALVE TRAIN COMPONENTS AND THAT INCLUDES THE PUSH RODS. SO WE GAVE STEVE ROADY AT TRENT PERFORMANCE A CALL AND THEY SENT US THESE, WHICH ARE MADE TO OUR ORDER. THEY ARE EIGHT INCHES IN LENGTH AND HAVE 165 THOUSANDTHS WALL THICKNESS, AND THEY'RE DUAL TAPER, MEANING THEY'RE SEVENSIXTEENTHS IN DIAMETER IN THE MIDDLE BUT TAPERED DOWN TO THREEEIGHTHS ON THE SIDES, WHICH GIVES US MORE CLEARANCE FOR OUR PUSH RODS AND LIFTERS BUT DOESN'T SACRIFICE ANY DURABILITY.
WITH FRESH INTAKE GASKETS IN PLACE AND PERMATEX RIGHT STUFF SEALANT APPLIED, THE SINGLE PLANE HIGH RISE BRODIX INTAKE GOES ON FOR GOOD. FINISHING UP IS A JONES RACING SERPENTINE FRONT DRIVE ASSEMBLY.
FOR ALL OF YOU FOLKS WHO WANT TO CONVERT YOUR GM GBODY TO A MANUAL TRANSMISSION AMERICAN POWERTRAIN HAS JUST COME OUT WITH A HYDRAMAX HYDRAULIC KIT THAT'S A TRUE BOLT ON. IT COMES WITH A LASER CUT BRACKET THAT BOLTS UNDERNEATH THE MASTER CYLINDER THAT LOCATES THE WILWOOD THREE QUARTER INCH BORE CLUTCH MASTER CYLINDER FOR CORRECT PEDAL RATIO. IT ALSO COMES WITH AMERICAN POWERTRAIN'S PROVEN BILLET HYDRAMAX HYDRAULIC THROW OUT BEARING THAT WILL WORK WITH EITHER A TREMEC TKO FIVE OR SIX SPEED TRANSMISSION. THE OPTIONAL PEDAL ASSEMBLY IS AVAILABLE AS WELL AS A 100 PERCENT BOLT ON. SO IF YOU WANT A TOP TO BOTTOM SOLUTION TO CONVERT YOUR GBODY TO A STICK GET THIS KIT FROM AMERICAN POWERTRAIN DOT COM.
(MIKE)>> IF YOU'RE LOOKING FOR THE ULTIMATE STARTING BATTERY THAT'S DESIGNED TO DELIVER A HUGE BURST OF IGNITION POWER FOR TROUBLE FREE START UPS LOOK NO FURTHER THAN OPTIMA'S RED TOP AGM BATTERY. NOW IT HAS HIGH POWER DELIVERY AND IS EXTREMELY RESISTANT TO THE MOST COMMON CAUSES OF BATTERY FAILURE. IT'S A SPILL PROOF BATTERY THAT CHARGES FASTER, HAS A LONGER LIFE, AND CAN BE MOUNTED IN ANY CONFIGURATION. IF YOU WANT TO GET YOUR HANDS ON ONE VISIT YOUR LOCAL AUTO PARTS STORE.
(NARRATOR)>> UP NEXT THE MOMENT EVERY ENGINE BUILDER WAITS FOR. [ engine revving ]
(PAT)>> THERE! YOU'VE GOT TO USE COMPLEX GEOMETRY. AFTER NEGOTIATING THE HEADERS THROUGH THE DYNO CELL DOOR IT'S TIME FOR THIS 409 TO SHINE. WE'RE INSTALLING A FREE FLOWING QUICK FUEL CARBURETOR THAT'S MADE TO HANDLE THE RIGORS OF DIRT TRACK RACING. AFTER WE INSTALL THE INCLUDED NGK SPARK PLUGS WE'LL FILL THE ENGINE WITH EIGHT QUARTS OF ROYAL PURPLE XPR 10-W-40 SYNTHETIC OIL. WE'LL GET SOME HEAT INTO THE ENGINE, MAKE A COUPLE OF WARM UP PASSES, AND ADJUST THE VALVE LASH TO 16 THOUSANDTHS ON BOTH INTAKE AND EXHAUST. WITH A ONE INCH CARB SPACER ON FOR OUR STARTING POINT WE'RE READY TO GO.
(MIKE)>> THIS UMP ENGINE HAS A 13.53 TO ONE COMPRESSION RATIO. WE'RE RUNNING A JONES RACING FRONT ACCESSORY DRIVE, SHOENFELD HEADERS DESIGNED SPECIFICALLY FOR THE CHASSIS, AND A QUICK FUEL 1,050 CFM CIRCLE TRACK CARBURETOR. MSD IGNITION WILL FIRE THE PLUGS AND ALL OF OUR WATER LINES WERE MADE WITH EARL'S FITTINGS AND LINE. NOW WE'RE GONNA TURN THIS THING 7,500 RPM TODAY, SO LET'S SEE WHAT HAPPENS.
(PAT)>> READY? WE'LL WORK OUR WAY UP TO 7,500 RPM. THE BASE LINE PASS WILL TOP OUT AT 6,500 RPM. [ engine revving ]
(PAT)>> IMPRESSIVE RESULTS RIGHT FROM THE START. 593 HORSEPOWER AT 6,200 RPM, AND 528 POUND FEET OF TORQUE AT 5,100 RPM. THIS BULLET SHOULD CRACK 600 EASILY.
(MIKE)>> ONE OF THE EASIEST AND MOST EFFECTIVE ADJUSTMENTS IS TIMING. WE'LL ADVANCE IT FROM 29.5 DEGREES TO 33.
(PAT)>> AND JUST FOR ARGUMENT SAKE WE'RE GONNA STEP UP THE TOP RPM TOO. WE'LL TAKE IT UP TO 7,000 RIGHT NOW. LOVE THE SOUND OF THIS THING. THIS THING IS SUPER RESPONSIVE TOO. READY?
[ engine revving ]
(MIKE)>> I SAW SOME GOOD SNOT.
(PAT)>> THIS THING JUST WHIPS THROUGH THE PULL. YOU SEE THAT?
(MIKE)>> THE TIMING TWEAK DID THE TRICK. WE JUMPED 24 HORSEPOWER, GIVING US 617 AT 6,700 RPM. TORQUE TOPPED OUT AT 537 POUND FEET AT 5,200.
(PAT)>> I MEAN WE CRACKED 600 AND WE'RE STARTING TO CREST OVER A LITTLE BIT. IT STILL NEEDS A LITTLE BIT MORE TIMING.
(MIKE)>> WE'LL ADVANCE THE TIMING TO 36 DEGREES, AND TO LEAN THE ENGINE OUT UP TOP WE INCREASED THE AIR BLEEDS EIGHT THOUSANDTHS TO 40'S.
(PAT)>> WHILE WE'RE FEELING A LITTLE FROGGY HERE I'M GONNA STEP UP THE RPM, 7,500, AND THAT'S PRETTY MUCH THE OPERATING RANGE OF THE ENGINE.
[ engine revving ]
(PAT)>> THIS THING SOUNDS UNBELIEVABLY COOL.
(MIKE)>> WE WERE PUT TO A TASK AND WE FEEL LIKE WE NAILED IT. THIS ENGINE RAN GREAT AND NOW WE HAVE A BIG JOB AHEAD OF US. WE HAVE TO GET THE ENGINE IN THE CAR AND THE CAR DRIVING INTO THE TRAILER BY END OF DAY TODAY. I DON'T THINK IT'S GONNA BE A PROBLEM. HEY, TELL THEM WHAT IT DID ON NUMBERS.
(PAT)>> OUR CIRCLE TRACK BULLET CRANKED OUT 630 HORSE AT 7,100 BUT STILL MAKES OVER 600 AT 7,500, WHICH WILL CARRY IT DOWN THE STRAIGHT AWAY WELL. IT ALSO MAKES 551 POUND FEET OF TORQUE AT 5,300. SO WE HAVE A WIDE SPREAD BETWEEN PEAK HORSEPOWER AND PEAK TORQUE, AND THAT'S GONNA MAKE IT RUN GREAT.
(MIKE)>> FOR MORE INFORMATION ON THIS BOLT TOGETHER RACE BULLET LOG ON TO POWERNATION TV DOT COM. [ engine revving ]
(MIKE)>> FROM OEM REPLACEMENT PARTS TO HIGH TECH RACE APPLICATIONS EBC BRAKES IS A LEADER IN THE AUTOMOTIVE AFTERMARKET. NOW WE'VE USED THEIR ROTORS AND PADS FOR YEARS, AND THEIR PERFORMANCE IS OUTSTANDING, AND NOW EBC IS MANUFACTURING BRAKE CALIPERS AS WELL. THEY'RE HAND MADE IN KETTERING, ENGLAND, FROM ALUMINUM INGOTS. ONCE THE METAL IS MELTED IN THE FURNACE IT UNDERGOES A LOW PRESSURE CASTING PROCESS. THE LOW PRESSURE TECHNIQUE PRODUCES A VERY HOMOGENOUS STRONG CALIPER WITH LESS IMPURITIES IN THE ALUMINUM. AFTER THE CALIPERS ARE MACHINED, ANODIZED, AND COATED, FINAL ASSEMBLY BEGINS. THE CROSSOVER PIPE IS ATTACHED AND TORQUED TO SPEC. NEXT THE BLEED NIPPLE IS INSTALLED AND TORQUED. THE PISTONS ARE LUBED AND PLACED INTO THE ASSEMBLY, FOLLOWED BY THE ABUTMENT PLATES. THE BOLT COLLAR AND TENSION BOLTS ARE NEXT. NOW THAT THE CALIPER IS ASSEMBLED IT'S PRESSURE TESTED UP TO 1,700 PSI TO MAKE SURE IT CAN HANDLE THE STRESSES OF STOPPING A VEHICLE. THE PRESSURE TEST ENSURES NO LEAKS OR STRUCTURAL INTEGRITY ISSUES. EVERY SINGLE CALIPER IN THE FACILITY RECEIVES THIS QUALITY ASSURANCE PROCESS. EBC BRAKES IS ON THE LEADING EDGE OF ROTOR TECHNOLOGY AS WELL. THEIR RACING DIVISION'S HIGH PERFORMANCE FLOATING ROTOR WAS DESIGNED IN HOUSE BY EBC. ONCE THE APPROPRIATE VEHICLE IS BROUGHT TO THE FACILITY COMPUTER AIDED DESIGN IS USED TO CREATE A STRONG HIGH PERFORMANCE PRODUCT BUILT TO EXACT SPECIFICATIONS. MANUFACTURING STARTS WITH A LIGHT WEIGHT PIECE OF ALUMINUM BILLET. IT'S MACHINED TO SPEC, CREATING THE CENTER HUB. ONCE IT'S ANODIZED THE HUB IS LASER ETCHED WITH MARKINGS FOR IDENTIFICATION, SPECIFICATIONS, AND QUALITY CONTROL. THE OUTER IS MADE FROM A HIGH CARBON CAST IRON ALLOY, WHICH RECEIVES SLOTS FROM THE CNC MACHINE. THE OUTER CAN EXPAND AND CONTRACT FREELY ON THE CENTER HUB. UNDER INTENSE BRAKING HEAT OF ROUGHLY 1,200 DEGREES FAHRENHEIT THE OUTER RING CAN EXPAND BY ONE POINT SIX MILLIMETERS. BY MATING THE CENTER HUB AND THE OUTER RING WITH STAINLESS STEEL BOBBINS THE OUTER CAN EXPAND AND CONTRACT WITHOUT CAUSE VIBRATION OR HEAT DISTORTION. THE SYSTEM ALLOWS FOR THREE MILLIMETER TOTAL OF MOVEMENT BY THE OUTSIDE RING. WHEN THE OUTER RING IS WARN IT CAN BE REPLACED INDIVIDUALLY, LETTING YOU KEEP THE CENTER HUB AND SAVE SOME MONEY. IT WILL BE SOLD AS A NEW BOLT ON KIT WITH THE TWO PIECE RACE ROTORS, CALIPERS, HOSES, AND STAINLESS STEEL BACKED RACE PADS. NOW IF YOU'RE NOT LOOKING FOR A RACE KIT NO WORRIES. EBC HAS YOU COVERED WITH PADS AND ROTORS FOR PRETTY MUCH ANY VEHICLE ON THE ROAD. JUST LOG ON TO EBC BRAKES DOT COM AND FIND OUT WHAT FITS YOUR RIDE AND YOUR DRIVING STYLE.







